Наскоро за една техника правих нова отливка с циментово-маслената формовъчна пръст. Резултата според мен е доста задоволителен.
На първите снимки е изработката на модела, след това модела и частично обработената отливка: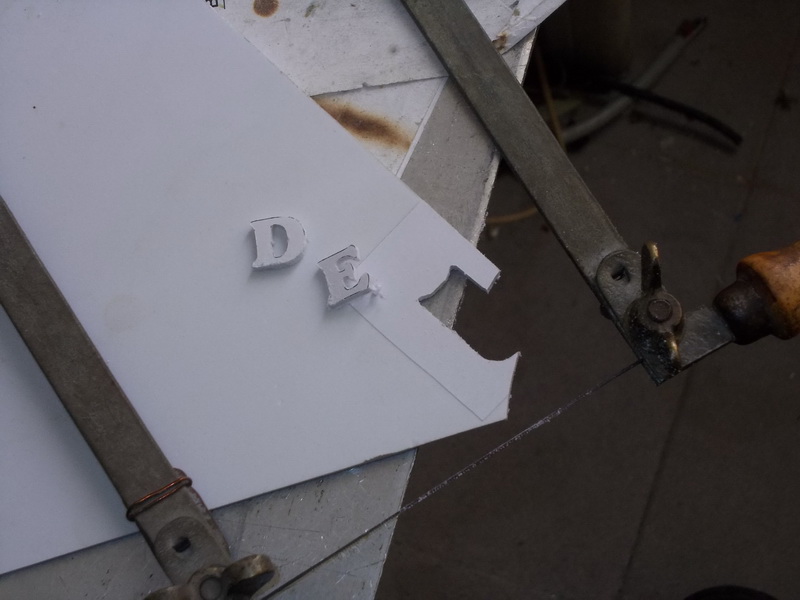
DSCN4191_resize.JPG (99.42 KиБ) Видяна 2584 пъти
 Видяна 2584 пъти")
 Видяна 2584 пъти")
 Видяна 2584 пъти")
 Видяна 2584 пъти")
На първите снимки е изработката на модела, след това модела и частично обработената отливка:
Прикачен файл:
DSCN4191_resize.JPG (99.42 KиБ) Видяна 2584 пъти
Прикачен файл:
Прикачен файл:
Прикачен файл:
Прикачен файл:


{kind=link}